English
▼
Press ESC to close

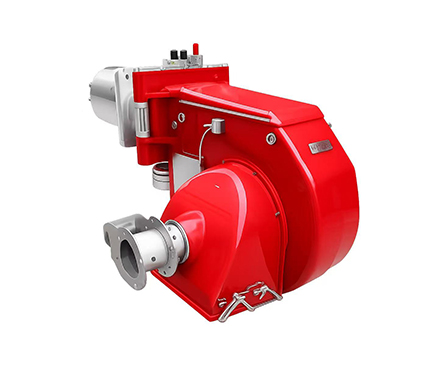
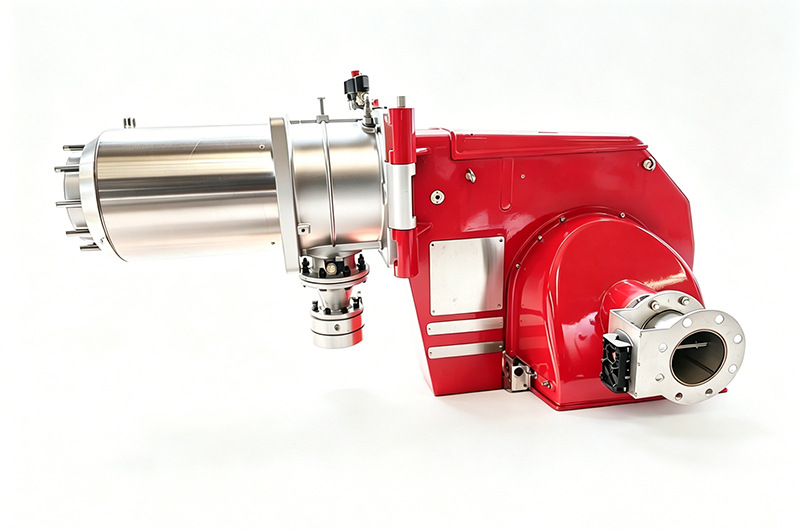
Manufactured by Zhengzhou West Gas Equipment Co., Ltd., the WST-QEF-7.0 is an integrated ultra-low NOx gas burner professionally designed for 10-ton industrial boilers. Adopting dual core technologies of staged combustion and external flue gas recirculation (FGR), the burner effectively reduces nitrogen oxide generation with ultra-low emissions. It achieves excellent energy-saving performance and stable operation, and is compatible with multiple gas fuels such as natural gas, liquefied gas, city gas and biogas.

Applicable Equipment: 10-ton steam boilers, hot water boilers, thermal oil heaters and hot air furnaces.
Applicable Fuels: Natural gas, liquefied petroleum gas (LPG), city gas and biogas.
Thermal Power: 7.0MW (approximately 6 million kcal), perfectly matching the standard heat load of 10-ton boilers.
Control Mode: PLC touch screen proportional regulation, supporting remote PLC communication and MODBUS protocol for intelligent system connection.
Low-NOx Performance: NOₓ emission ≤30mg/m³, fully compliant with domestic environmental regulations and European EN676 standards.
Core Structure (Integrated Design): The fan, gas valve group, burner head and control system are highly integrated into one compact unit, realizing space-saving installation, convenient commissioning and easy maintenance. Equipped with a reserved external FGR interface, it can be connected to an external flue gas recirculation system for further emission reduction. It is equipped with DUNGS gas valve assembly, precision pressure switches, UV flame detection, flameout protection and automatic fault self-inspection system to ensure safe and reliable operation.
Core Advantages: It realizes ultra-low nitrogen emissions and meets the latest national and local environmental standards. The all-in-one structure eliminates split hoisting, greatly reducing the construction difficulty and cost of boiler low-nitrogen renovation. With staged combustion and optional FGR technology, the thermal efficiency reaches above 99% with lower energy consumption. Equipped with full-automatic closed-loop control and multiple safety interlocks, the burner features strong anti-interference ability and long-term operational stability.
Industrial boiler supporting
municipal central heating
food processing
printing and dyeing drying
chemical and pharmaceutical production
new energy heating and other large and medium-sized thermal energy fields